Finished branding iron
My friend and I finally had some free time that overlapped , so we finished off my branding iron tonight. The first thing we did was make custom soft jaws for the vice. the Bridgeport we used was set up as a 2 axis conversational system, so something like the soft jaws and my branding iron was dirt simple to make. Milling was a slow process, because the mill only had a max speed of 4200 rpm, and we used a 0.050″ diameter 2 flute end mill. The depth of cut was 0.020″ and the feed rate was only 1 ipm.
after we finished milling and cleaning up, I headed home and turned the outside diameter of the head down to it’s final dimension on my lathe. With the hard work done, i was able to play with the iron a bit. It took a lot longer to heat up the brass head with a propane torch than I thought it would (~ 3 minutes). I got the best results by burning the wood, and then sanding back the surrounding over burn with a sanding block.
The Mill

Soft jaws
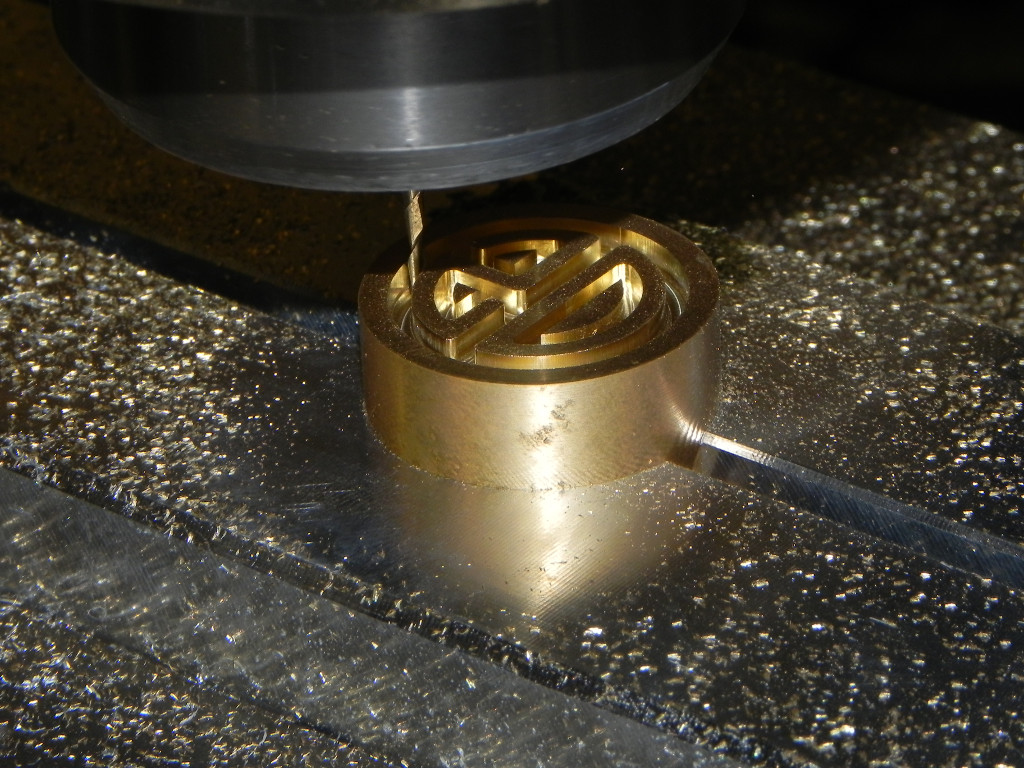
2 axis CNC milling

Turning the outside diameter

such a pretty Iron

check out that rainbow

Beautiful!
Do you make these for others? And if so what would you charge?
Sorry Veronica, this was a one time favor from a friend.